老工人——焊接鼠笼式转子操作要领的体会
焊接是电机生产加工中的一项关键加工技术。工艺参数的合理性和操作过程的标准化对电机性能影响很大,尤其是焊接鼠笼式转子。女士整理了经验丰富的操作人员的操作要领与大家分享。
焊接简介
焊接,也称为焊接和焊接,是一种通过加热、高温或高压将金属或其他热塑性材料如塑料连接起来的制造工艺和技术。焊接通过以下方式达到连接的目的。
熔焊
待接合的工件被加热以局部熔化以形成熔池,该熔池在冷却和凝固后被接合。如有必要,可以添加填充物来辅助。适用于各种金属和合金的无压焊接。
压焊
焊接过程必须对被焊接件施加压力,属于各种金属材料和某些金属材料的加工。
钎焊
采用熔点低于母材的金属材料作为钎料,用液态钎料润湿母材,填充接头间隙,与母材扩散,实现连接焊件。适用于各种材料的焊接,以及不同金属或异种材料的焊接。

现代焊接的能量来源很多,包括气体火焰、电弧、激光、电子束、摩擦和超声波等。除了在工厂使用,焊接还可以在各种环境下进行,如室外、水下和太空。无论在哪里,焊接都可能给操作人员带来危险,因此焊接时必须采取适当的保护措施。焊接可能对人体造成伤害,包括烧伤、触电、视力障碍、吸入有毒气体、紫外线辐射过量等。
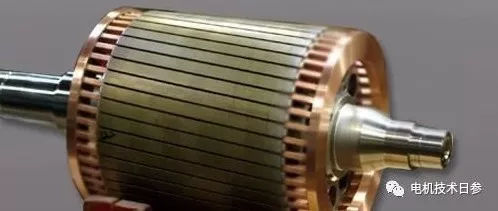
鼠笼式转子焊接操作要点
打入笼条时,不能敲“毛”或弯曲,转子端环和笼条的装配间隙,一般为0.1~0.2毫米。端环和保持架条之间的配合间隙很大程度上决定了焊缝的致密性和强度。如果缝隙太小,就很难组装。接触不均匀会阻碍焊料的流入。如果间隙过大,会破坏焊缝的毛细作用,使焊料无法填充间隙,可能造成大量的焊料流失。
笼条穿入铁芯时受到弯曲应力,这是今后断条的重要原因。在驱动笼条时,应特别注意不要使它们“反弹”,以免组装牢固。

铜及铜合金导热性强,端环尺寸较厚且较大,应选用较大的焊嘴,并采用中性火焰的外焰加热。火焰应指向导热性强的铜端环。为了保证加热均匀,焊枪应不断移动。
操作时应小心不要熔化零件。将待焊工件加热至500左右(目测为暗红色),将热焊头浸入硼砂中,加入被焊部位。继续加热到700以上(深樱桃红),使焊料接触焊点使焊料熔化。由于毛细作用,焊料被吸入间隙,工件在下方被火焰烘烤,使焊料流过整个间隙。当焊料露出下面时,将火焰移开,稍冷后加入一些焊料,使焊缝表面光滑,上下形成一个完整的圆根部。
焊接起动绕组的黄铜笼条时,不可能用焊枪加热黄铜棒,因为黄铜在短时间内由固态变为液态,不像紫铜有塑性过渡,不注意黄铜棒容易烧坏。黄铜中锌的沸点较低(906),在焊接过程中容易蒸发,导致空气中出现白烟状的氧化锌。锌的烧损不仅降低了接头的机械强度和耐腐蚀性能,还会造成电焊工被氧化锌烟严重慢性中毒。因此,焊接时不要烧伤黄铜棒。

应采取各种措施降低焊接应力,如采用多焊枪焊接、注意焊接顺序、预热芯、笼条和端环以降低温差等。焊接应尽快进行,以免端环过热,减少鼠笼变形,避免l